
હાઇ સ્પીડ પીઇ પીપી (પીવીસી) કોરુગેટેડ પાઇપ એક્સટ્રુઝન લાઇન










વર્ણન
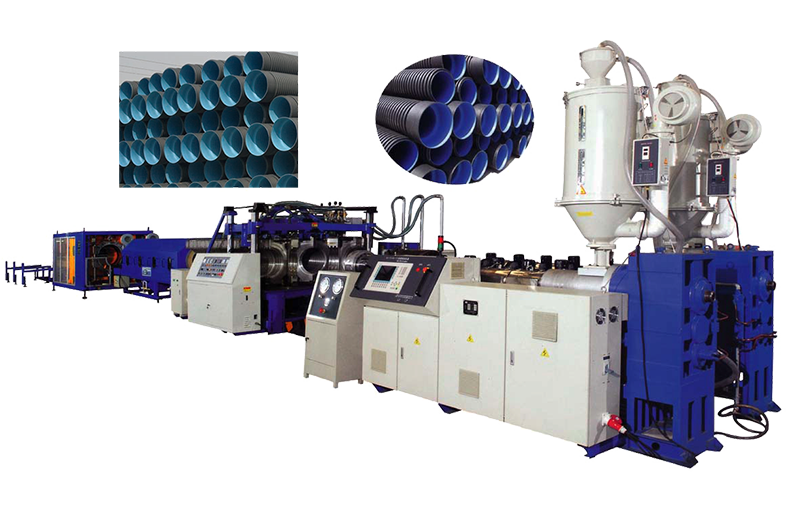
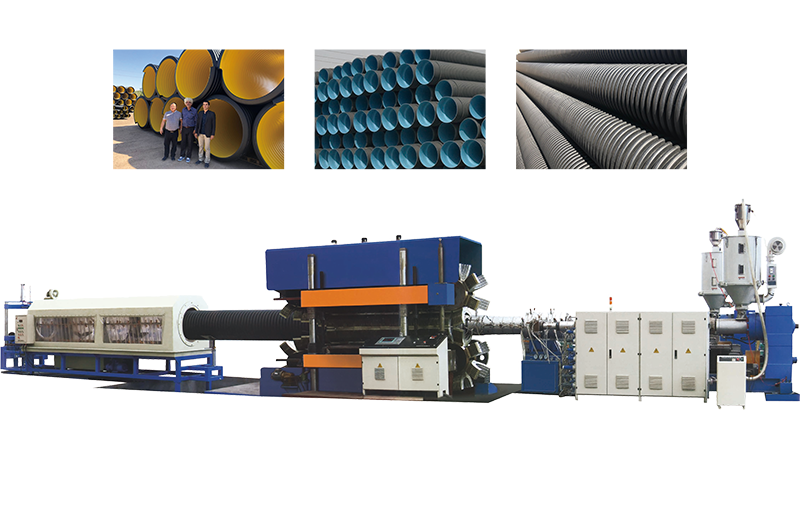
પ્લાસ્ટિક કોરુગેટેડ પાઇપ મશીનનો ઉપયોગ પ્લાસ્ટિક કોરુગેટેડ પાઇપ બનાવવા માટે થાય છે, જેનો ઉપયોગ મુખ્યત્વે શહેરી ડ્રેનેજ, ગટર વ્યવસ્થા, હાઇવે પ્રોજેક્ટ્સ, ખેતીની જમીનના પાણી સંરક્ષણ સિંચાઈ પ્રોજેક્ટ્સમાં થાય છે, અને તેનો ઉપયોગ રાસાયણિક ખાણ પ્રવાહી પરિવહન પ્રોજેક્ટ્સમાં પણ થઈ શકે છે, જેમાં પ્રમાણમાં વિશાળ શ્રેણીના ઉપયોગો છે. કોરુગેટેડ પાઇપ બનાવવાના મશીનમાં ઉચ્ચ આઉટપુટ, સ્થિર એક્સટ્રુઝન અને ઉચ્ચ ડિગ્રી ઓટોમેશનના ફાયદા છે. એક્સટ્રુડરને વપરાશકર્તાની સામગ્રીની ખાસ પરિસ્થિતિઓ, જેમ કે PE PP અથવા PVC અનુસાર ડિઝાઇન કરી શકાય છે. PE PP ડબલ-વોલ કોરુગેટેડ પાઇપ એક્સટ્રુઝન લાઇન નવા પ્રકારના ઉચ્ચ-કાર્યક્ષમતાવાળા સિંગલ/ટ્વીન સ્ક્રુ એક્સટ્રુડરનો ઉપયોગ કરે છે. PVC કોરુગેટેડ પાઇપ મશીન મોટા ફ્લેટ ટ્વીન અથવા કોનિકલ ટ્વીન એક્સટ્રુડરનો ઉપયોગ કરે છે. પસંદગી માટે સિંગલ લેયર અને બે લેયર સાથે. ડબલ વોલ કોરુગેટેડ પાઇપ બનાવવા માટે, બે પ્રકારના હોય છે,આડી ડબલ દિવાલ લહેરિયું પાઇપ એક્સટ્રુઝન લાઇનઅનેઊભી ડબલ દિવાલ લહેરિયું પાઇપ એક્સટ્રુઝન લાઇન.
પ્રક્રિયા પ્રવાહ
કાચો માલ → મિશ્રણ → વેક્યુમ ફીડર → પ્લાસ્ટિક હોપર ડ્રાયર → એક્સટ્રુડર → એક્સટ્રુઝન મોલ્ડ → ફોર્મિંગ મોલ્ડ → વોટર કૂલિંગ ફોર્મિંગ મશીન → સ્પ્રે કૂલિંગ વોટર ટાંકી → કટીંગ મશીન → સ્ટેકર
સુવિધાઓ અને ફાયદા
1. HDPE એક નવા પ્રકારના ઉચ્ચ-કાર્યક્ષમતાવાળા સિંગલ/ટ્વીન સ્ક્રુ એક્સ્ટ્રુડરને અપનાવે છે, અને PVC મોટા ફ્લેટ ટ્વીન અથવા કોનિકલ ટ્વીન એક્સ્ટ્રુડરને અપનાવે છે. મોટા કોનિકલ ટ્વીન-સ્ક્રુ એક્સ્ટ્રુડર અથવા સમાંતર ટ્વીન-સ્ક્રુ એક્સ્ટ્રુડર ઓછા તાપમાન અને સ્થિર એક્સટ્રુઝન પર ઉત્તમ પ્લાસ્ટિસાઇઝેશન પ્રાપ્ત કરી શકે છે.
2. મોડ્યુલ કૂલિંગ પદ્ધતિ ફરજિયાત પાણીનું કૂલિંગ છે, જે મોડ્યુલની ઠંડક ગતિમાં ઘણો સુધારો કરે છે, જેથી હાઇ-સ્પીડ ઉત્પાદન પ્રાપ્ત કરી શકાય.
3. કોરુગેટેડ પાઇપ લાઇન, જેને ડબલ વોલ કોરુગેટેડ પાઇપ મશીન લાઇન પણ કહેવાય છે, તે ઓન-લાઇન ફ્લેરિંગનો અનુભવ કરી શકે છે જેથી ખાતરી કરી શકાય કે રચાયેલ પાઇપના વિવિધ ગુણધર્મો ધોરણોને પૂર્ણ કરે છે.
4. આયાતી રેશિયો-એડજસ્ટિંગ વાલ્વ દબાણને સ્થિર અને વિશ્વસનીય બનાવે છે.
5. આડું પ્રકારનું કોરુગેટર
6. કાર્યકારી પ્લેટફોર્મ ત્રિ-પરિમાણીય રીતે એડજસ્ટેબલ છે.
7. પાવર બંધ થવા પર ઓટોમેટિક પ્રોટેક્શન સિસ્ટમ શરૂ થાય છે અને કામ કરવા યોગ્ય પાછી આવે છે.
8. ઓટોમેટિક લ્યુબ્રિકેશન સ્ટેશન
9. મોલ્ડ બ્લોક્સ ખાસ એલ્યુમિનિયમ એલોયથી બનેલા હોય છે અને તેમાં હલકું વજન, ઉચ્ચ શક્તિ, સારી ઘસારો પ્રતિરોધક, થર્મલ વિસ્તરણનો નાનો ગુણાંક હોય છે.
૧૦. પાઇપ ઝડપથી બનાવતા કોરુગેટેડ મોલ્ડને કૂવા ઠંડુ કરવા માટે એર કૂલિંગ અને વોટર કૂલિંગ.
૧૧. લહેરિયું પાઇપ કટીંગ મશીનમાં ઉચ્ચ ચોકસાઇ અને ધૂળ વગરના ફાયદા છે.
૧૨. સંપૂર્ણ લાઇન પીએલસી માઇક્રો-કોમ્પ્યુટર કંટ્રોલ સિસ્ટમ અપનાવે છે જે ઓગળેલા તાપમાન અને દબાણને દૃષ્ટિની રીતે બતાવી શકે છે, ગતિ, ભૂલ એલાર્મ બનાવે છે અને મૂળભૂત પ્રક્રિયાની સંગ્રહ ક્ષમતા પણ ધરાવે છે.
વિગતો

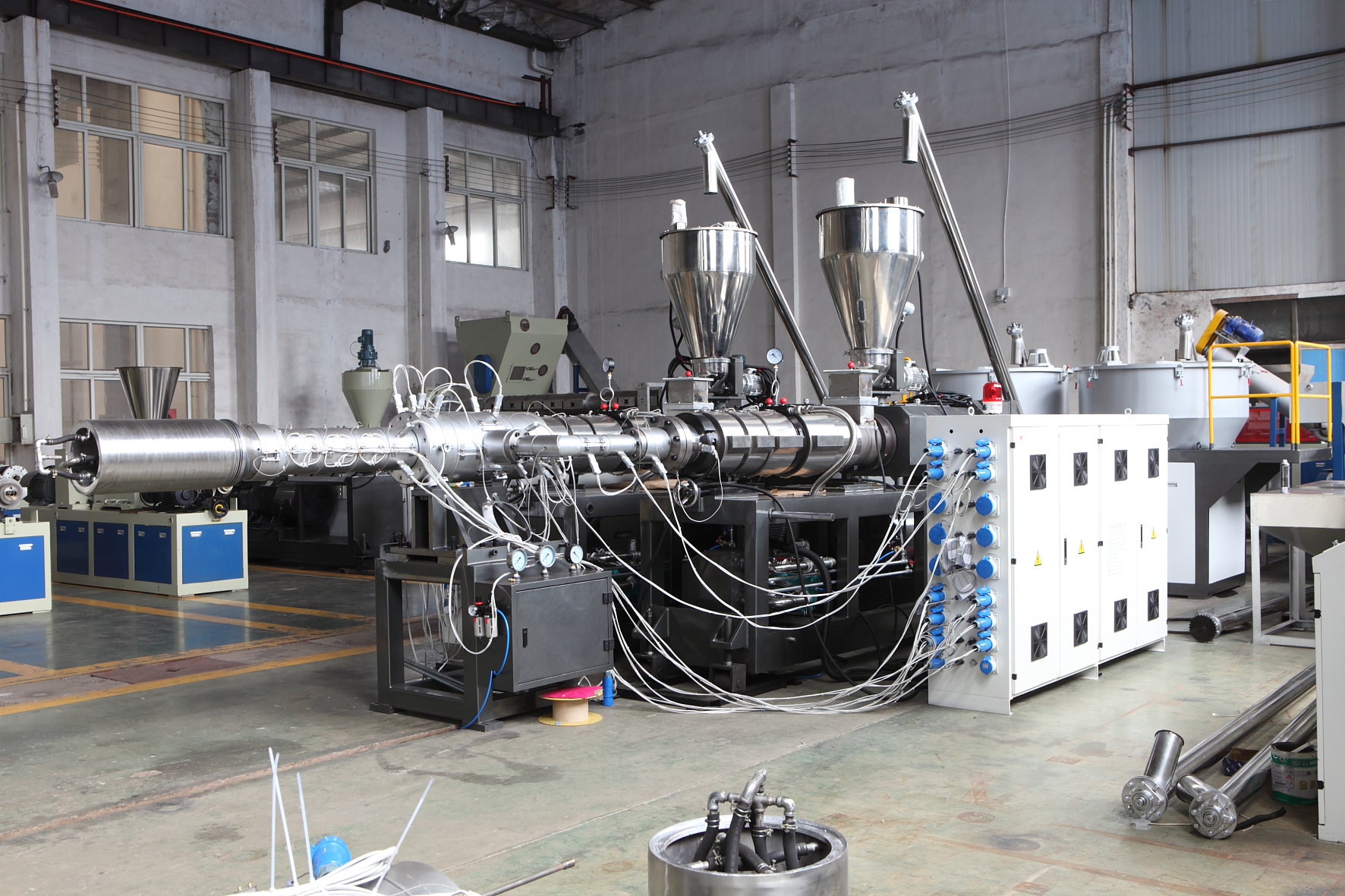
PE/PP માટે સિંગલ સ્ક્રુ એક્સટ્રુડર
સ્ક્રુ ડિઝાઇન માટે 33:1 L/D ગુણોત્તરના આધારે, અમે 38:1 L/D ગુણોત્તર વિકસાવ્યો છે. 33:1 ગુણોત્તરની તુલનામાં, 38:1 ગુણોત્તરમાં 100% પ્લાસ્ટિસાઇઝેશન, આઉટપુટ ક્ષમતા 30% વધારવા, 30% સુધી પાવર વપરાશ ઘટાડવા અને લગભગ રેખીય એક્સટ્રુઝન કામગીરી પ્રાપ્ત કરવાનો ફાયદો છે. વર્જિન મટિરિયલ માટે L/D ગુણોત્તર 38:1 સ્ક્રૂ અને રિસાયકલ મટિરિયલ માટે L/D 33:1 સ્ક્રૂ અપનાવો.
સિમેન્સ ટચ સ્ક્રીન અને પીએલસી
અમારી કંપની દ્વારા વિકસિત પ્રોગ્રામ લાગુ કરો, સિસ્ટમમાં અંગ્રેજી અથવા અન્ય ભાષાઓ દાખલ કરો.
બેરલનું સર્પાકાર માળખું
બેરલના ફીડિંગ ભાગમાં સર્પાકાર રચનાનો ઉપયોગ થાય છે, જેથી સામગ્રી ફીડ સ્થિર રહે અને ફીડિંગ ક્ષમતામાં વધારો થાય.
સ્ક્રુની ખાસ ડિઝાઇન
સ્ક્રૂને ખાસ રચના સાથે ડિઝાઇન કરવામાં આવ્યો છે, જેથી સારી પ્લાસ્ટિસાઇઝેશન અને મિશ્રણ સુનિશ્ચિત થાય. ઓગળ્યા વિનાનું મટિરિયલ સ્ક્રૂના આ ભાગમાંથી પસાર થઈ શકતું નથી.
એર કૂલ્ડ સિરામિક હીટર
સિરામિક હીટર લાંબા કાર્યકારી જીવનની ખાતરી આપે છે. આ ડિઝાઇન હીટર હવા સાથે સંપર્ક કરે તે વિસ્તારને વધારવા માટે છે. વધુ સારી હવા ઠંડક અસર માટે.
ઉચ્ચ ગુણવત્તાવાળા ગિયરબોક્સ
ગિયર ચોકસાઈ 5-6 ગ્રેડ અને 75dB થી ઓછી અવાજની ખાતરી કરવામાં આવશે. કોમ્પેક્ટ માળખું પરંતુ ઉચ્ચ ટોર્ક સાથે.
પીવીસી માટે કોનિકલ ટ્વીન સ્ક્રુ એક્સટ્રુડર
પીવીસી બનાવવા માટે કોનિકલ ટ્વીન સ્ક્રુ એક્સટ્રુડર અને સમાંતર ટ્વીન સ્ક્રુ એક્સટ્રુડર બંનેનો ઉપયોગ કરી શકાય છે. નવીનતમ ટેકનોલોજી સાથે, પાવર ઓછો કરવા અને ક્ષમતા સુનિશ્ચિત કરવા માટે. વિવિધ ફોર્મ્યુલા અનુસાર, અમે સારી પ્લાસ્ટિસાઇઝિંગ અસર અને ઉચ્ચ ક્ષમતા સુનિશ્ચિત કરવા માટે વિવિધ સ્ક્રુ ડિઝાઇન પ્રદાન કરીએ છીએ.

એક્સટ્રુઝન મોલ્ડ
ડાઇ હેડની અંદર બાહ્ય સ્તર અને આંતરિક સ્તર બંને બહાર કાઢવામાં આવે છે. ડાઇ હેડની અંદર દરેક મટીરીયલ ફ્લો ચેનલ સમાન રીતે મૂકવામાં આવે છે. દરેક ચેનલ હીટ ટ્રીટમેન્ટ અને મિરર પોલિશિંગ પછી સામગ્રીનો પ્રવાહ સરળતાથી થાય તે સુનિશ્ચિત કરે છે. ડાઇ હેડ બંને સ્તરો વચ્ચે સંકુચિત હવા પણ પૂરી પાડે છે. કેલિબ્રેશન સ્લીવનો ઉપયોગ આંતરિક સ્તરને ઠંડુ કરવા માટે કરવામાં આવે છે જેથી અંદર સરળ અને સપાટ પાઇપ બને. સારી ઠંડક અસર માટે કેલિબ્રેશન સ્લીવની અંદર દબાણયુક્ત પાણી વહે છે. મોટા વ્યાસના પાઇપ બનાવતી વખતે કેલિબ્રેશન સ્લીવ સપાટી પર વેક્યુમ બનાવવામાં આવે છે, આંતરિક પાઇપ ગોળાકાર રહે તેની ખાતરી કરો.
ઘાટ બનાવવો
CNC મશીનિંગ સચોટ પરિમાણો સુનિશ્ચિત કરે છે. મોટા ફ્લો ક્રોસ-સેક્શન સાથે વેક્યુમ એર ડક્ટ અને વોટર-કૂલિંગ ચેનલ સ્થિર, ઉચ્ચ-ગુણવત્તાવાળા અને કાર્યક્ષમ ઉત્પાદન કામગીરી સુનિશ્ચિત કરે છે. મોડ્યુલ સામગ્રી ઉચ્ચ-શક્તિવાળા એલ્યુમિનિયમ એલોયથી બનેલી છે, જેમાં ઉચ્ચ થર્મલ વાહકતા, ઉચ્ચ કઠિનતા અને ઉચ્ચ વસ્ત્રો પ્રતિકાર છે. મોડ્યુલ માળખું એક અભિન્ન દબાણ કાસ્ટિંગ પ્રક્રિયા અપનાવે છે, જેમાં ઘન રચના અને ઉચ્ચ થર્મલ સ્થિરતા હોય છે. મોડ્યુલની આંતરિક સપાટીની સારવાર મોડ્યુલની મજબૂતાઈ અને કઠિનતામાં સુધારો કરે છે, જે લહેરોના સંપૂર્ણ નિર્માણ માટે વધુ અનુકૂળ છે. મોલ્ડ તેની ચોકસાઈ અને સરળ કામગીરી સુનિશ્ચિત કરવા માટે CNC મશીનિંગ અપનાવે છે.


પાણી ઠંડક બનાવવાનું મશીન
વોટર કૂલિંગ ફોર્મિંગ મશીનનો ઉપયોગ કોરુગેટેડ મોલ્ડ મૂકવા અને ખસેડવા માટે થાય છે, કોરુગેટ આકાર બનાવવા માટે બાહ્ય સ્તરને કોરુગેટેડ મોલ્ડમાં શોષી લેવા માટે વેક્યુમ બનાવવામાં આવે છે. કોરુગેટેડ મોલ્ડને ખસેડીને, પાઇપને કોરુગેટરમાંથી પણ બહાર કાઢવામાં આવે છે.
ઓટોમેટિક લુબ્રિકેશન સિસ્ટમ
ગિયર્સને ઓટોમેટિક લુબ્રિકેટ કરો જેથી કોરુગેટેડ મોલ્ડ સરળતાથી ફરે.
ટ્રાન્સમિશન ગિયર રેક
ગિયર રેક કોરુગેટેડ મોલ્ડની ટોચ પર મૂકવામાં આવે છે. બધા ગિયર રેક નાઈટ્રાઈડિંગ અને હીટિંગ ટ્રીટમેન્ટ પછી બનાવવામાં આવે છે, જે લાંબા સમય સુધી ઘસારો પ્રતિરોધક હોય છે.
અપર એડજસ્ટમેન્ટ સિસ્ટમ
વિવિધ કદના લહેરિયું મોલ્ડ માટે ઉપલા ફ્રેમને ઇલેક્ટ્રોનિકલી ગોઠવો. ચાર થાંભલાઓ સાથે, સ્થિર અને સચોટ ગોઠવણની ખાતરી કરો.
ટેન્શન એડજસ્ટિંગ સિસ્ટમ
મોલ્ડની ગતિશીલતાને સમાયોજિત કરવા માટે, મોલ્ડને સરળતાથી ગતિશીલ બનાવો.
પ્રમાણસર વાલ્વ
હવાને વધુ સ્થિર અને સચોટ રીતે નિયંત્રિત કરવા, સારી પાઇપ અને સોકેટ આકાર બનાવવા માટે.
મોલ્ડ કૂલિંગ સિસ્ટમ
પાણી ઠંડક અને હવા ઠંડક પ્રણાલી બંને સાથે, સારી ઠંડક અસર, સારી અને ઝડપી પાઇપ રચના.
યુપીએસ બેકઅપ પાવર
જ્યારે પાવર ફેલ્યોર થાય છે, ત્યારે UPS બેકઅપ પાવર કોરુગેટરને કેલિબ્રેશન સ્લીવમાંથી પાઇપ બહાર કાઢવા માટે પાવર સપ્લાય કરશે. પાઇપ ઠંડક અને સંકોચન પછી કેલિબ્રેશન સ્લીવ પર પાઇપ અટવાઇ ન જાય તે માટે.
સ્પ્રે કૂલિંગ વોટર ટાંકી
પાઇપને વધુ ઠંડુ કરવા માટે કુલિંગ ટાંકીનો ઉપયોગ થાય છે.
સહાયક હૉલ-ઑફ
સહાયક હૉલ ઑફ ડિવાઇસ સાથે, ટ્રેક્શન ડિવાઇસ પણ લવચીક છે. પાઇપને વધુ ખેંચવા માટે.
ગુણવત્તાયુક્ત સ્પ્રે નોઝલ
ગુણવત્તાયુક્ત સ્પ્રે નોઝલમાં વધુ સારી ઠંડક અસર હોય છે અને તે અશુદ્ધિઓ દ્વારા સરળતાથી અવરોધિત થતી નથી.
પાણીની ટાંકી ફિલ્ટર
પાણીની ટાંકીમાં ફિલ્ટર સાથે, બહારનું પાણી અંદર આવે ત્યારે મોટી અશુદ્ધિઓ ટાળવા માટે.


લહેરિયું પાઇપ કટીંગ મશીન
લહેરિયું પાઇપ કાપવાનું મશીન ઉચ્ચ ચોકસાઇ ધરાવે છે અને તેમાં ધૂળ નથી.
એલ્યુમિનિયમ ક્લેમ્પિંગ ડિવાઇસ
વિવિધ પાઇપ કદ માટે એલ્યુમિનિયમ ક્લેમ્પિંગ ડિવાઇસ લગાવો. દરેક કદનું પોતાનું ક્લેમ્પિંગ ડિવાઇસ હોય છે, વિવિધ પાઇપ કદ માટે સેન્ટ્રલ સેન્ટ્રલ ઊંચાઈ બદલવાની જરૂર નથી.
સિંક્રનાઇઝેશન સિસ્ટમ
કટીંગ સ્ટેશન મોટર અને ઇન્વર્ટર દ્વારા ચલાવવામાં આવે છે. કટીંગ પ્રક્રિયા દરમિયાન, પાઇપ વિકૃતિ ટાળવા માટે કટીંગ સ્ટેશન કોરુગેટર સાથે સુમેળમાં ફરે છે.
ડબલ છરી કટીંગ
બે છરીઓ એકસાથે કાપીને, ખાતરી કરો કે સોકેટનો છેડો ભાગ સંપૂર્ણપણે કાપી નાખવામાં આવ્યો છે.
સ્ટેકર
પાઈપોને ટેકો આપવા અને અનલોડ કરવા માટે. સ્ટેકરની લંબાઈ કસ્ટમાઇઝ કરી શકાય છે.
પાઈપોને ટેકો આપવા અને અનલોડ કરવા માટે. સ્ટેકરની લંબાઈ કસ્ટમાઇઝ કરી શકાય છે.
સ્ટેકર પર લહેરિયું પાઇપ સરળતાથી ખસેડવા માટે, અમે સ્ટેકરની સપાટી પર આખું સ્ટેનલેસ સ્ટીલ લગાવીએ છીએ.
પાઇપને રોલરમાં ગૂંચવવા માટે, સંગ્રહ અને પરિવહન માટે સરળ. સામાન્ય રીતે 110 મીમીથી ઓછી સાઇઝના પાઇપ માટે વપરાય છે. પસંદગી માટે સિંગલ સ્ટેશન અને ડબલ સ્ટેશન રાખો.

ટેકનિકલ ડેટા
| મોડેલ | પાઇપનું કદ(મીમી) | એક્સટ્રુડર | આઉટપુટ (કિલો/કલાક) | ગતિ(મી/મિનિટ) | કુલ શક્તિ (કેડબલ્યુ) | ઘાટ (જોડીઓ) | ઠંડક પ્રણાલી |
| એસજીબી250 | ૯૦-૨૫૦ | એસજે65 એસજે75 | ૩૦૦ | ૧-૪ | ૧૫૦ | 48 | હવા ઠંડક અને પાણી ઠંડક |
| એસજીબી500 | ૨૦૦-૫૦૦ | એસજે75 એસજે90 | ૬૦૦ | ૧-૪ | ૨૦૦ | 40 | હવા ઠંડક અને પાણી ઠંડક |
સંબંધિત વસ્તુઓ
-

ઉચ્ચ આઉટપુટ કોનિકલ ટ્વીન સ્ક્રુ એક્સટ્રુડર
લાક્ષણિકતાઓ SJZ શ્રેણીના કોનિકલ ટ્વીન સ્ક્રુ એક્સટ્રુડર જેને PVC એક્સટ્રુડર પણ કહેવાય છે તેના ફાયદા છે જેમ કે ફોર્સ્ડ એક્સટ્રુડિંગ, ઉચ્ચ ગુણવત્તા, વિશાળ અનુકૂલનક્ષમતા, લાંબી કાર્યકારી આયુષ્ય, ઓછી શીયરિંગ ગતિ, સખત વિઘટન, સારી સંયોજન અને પ્લાસ્ટિસાઇઝેશન અસર, અને પાવડર સામગ્રીનું સીધું આકાર વગેરે. લાંબા પ્રોસેસિંગ યુનિટ્સ સ્થિર પ્રક્રિયાઓ અને ઘણી વિવિધ એપ્લિકેશનોમાં ખૂબ જ વિશ્વસનીય ઉત્પાદન સુનિશ્ચિત કરે છે, જેનો ઉપયોગ PVC પાઇપ એક્સટ્રુઝન લાઇન, PVC કોરુગેટેડ પાઇપ એક્સટ્રુઝન લાઇન, PVC WPC ... માટે થાય છે.
-

ઉચ્ચ કાર્યક્ષમ સિંગલ સ્ક્રુ એક્સટ્રુડર
લાક્ષણિકતાઓ સિંગલ સ્ક્રુ પ્લાસ્ટિક એક્સટ્રુડર મશીન તમામ પ્રકારના પ્લાસ્ટિક ઉત્પાદનો, જેમ કે પાઇપ, પ્રોફાઇલ, શીટ્સ, બોર્ડ, પેનલ, પ્લેટ, થ્રેડ, હોલો ઉત્પાદનો વગેરે પર પ્રક્રિયા કરી શકે છે. સિંગલ સ્ક્રુ એક્સટ્રુડરનો ઉપયોગ ગ્રેઇનિંગમાં પણ થાય છે. સિંગલ સ્ક્રુ એક્સટ્રુડર મશીન ડિઝાઇન અદ્યતન છે, ઉત્પાદન ક્ષમતા વધારે છે, પ્લાસ્ટિસાઇઝેશન સારું છે, અને ઉર્જા વપરાશ ઓછો છે. આ એક્સટ્રુડર મશીન ટ્રાન્સમિશન માટે હાર્ડ ગિયર સપાટી અપનાવે છે. અમારા એક્સટ્રુડર મશીનના ઘણા ફાયદા છે. અમે પણ...
-

ઉચ્ચ આઉટપુટ પીવીસી ક્રસ્ટ ફોમ બોર્ડ એક્સટ્રુઝન લાઇન
એપ્લિકેશન પીવીસી ક્રસ્ટ ફોમ બોર્ડ ઉત્પાદન લાઇનનો ઉપયોગ WPC ઉત્પાદનો, જેમ કે દરવાજા, પેનલ, બોર્ડ વગેરે માટે થાય છે. WPC ઉત્પાદનોમાં વિઘટન ન થાય તેવું, વિકૃતિ મુક્ત, જંતુના નુકસાન પ્રતિરોધક, સારી અગ્નિરોધક કામગીરી, ક્રેક પ્રતિરોધક અને જાળવણી મુક્ત વગેરે હોય છે. મિક્સર માટે મા પ્રોસેસ ફ્લો સ્ક્રુ લોડર → મિક્સર યુનિટ → એક્સટ્રુડર માટે સ્ક્રુ લોડર → કોનિકલ ટ્વીન સ્ક્રુ એક્સટ્રુડર → મોલ્ડ → કેલિબ્રેશન ટેબલ → કૂલિંગ ટ્રે → હૉલ ઑફ મશીન → કટર મશીન → ટ્રીપિંગ ટેબલ → અંતિમ ઉત્પાદન નિરીક્ષણ અને...
-

ઉચ્ચ આઉટપુટ પીવીસી (પીઈ પીપી) અને લાકડાના પેનલ એક્સટ્રુઝન...
એપ્લિકેશન WPC વોલ પેનલ બોર્ડ પ્રોડક્શન લાઇનનો ઉપયોગ WPC ઉત્પાદનો, જેમ કે દરવાજા, પેનલ, બોર્ડ વગેરે માટે થાય છે. WPC ઉત્પાદનોમાં વિઘટન ન થાય તેવું, વિકૃતિ મુક્ત, જંતુના નુકસાન પ્રતિરોધક, સારી અગ્નિરોધક કામગીરી, ક્રેક પ્રતિરોધક અને જાળવણી મુક્ત વગેરે હોય છે. મિક્સર માટે પ્રોસેસ ફ્લો સ્ક્રુ લોડર→ મિક્સર યુનિટ→ એક્સટ્રુડર માટે સ્ક્રુ લોડર→ કોનિકલ ટ્વીન સ્ક્રુ એક્સટ્રુડર→ મોલ્ડ → કેલિબ્રેશન ટેબલ→ હૉલ ઑફ મશીન→ કટર મશીન→ ટ્રિપિંગ ટેબલ → અંતિમ ઉત્પાદન નિરીક્ષણ અને પેકિંગ ડી...
-

ઉચ્ચ આઉટપુટ પીવીસી પ્રોફાઇલ એક્સટ્રુઝન લાઇન
એપ્લિકેશન પીવીસી પ્રોફાઇલ મશીનનો ઉપયોગ તમામ પ્રકારના પીવીસી પ્રોફાઇલ જેમ કે બારી અને દરવાજાની પ્રોફાઇલ, પીવીસી વાયર ટ્રંકિંગ, પીવીસી વોટર ટ્રફ વગેરે બનાવવા માટે થાય છે. પીવીસી પ્રોફાઇલ એક્સટ્રુઝન લાઇનને યુપીવીસી વિન્ડો મેકિંગ મશીન, પીવીસી પ્રોફાઇલ મશીન, યુપીવીસી પ્રોફાઇલ એક્સટ્રુઝન મશીન, પીવીસી પ્રોફાઇલ મેકિંગ મશીન વગેરે પણ કહેવામાં આવે છે. મિક્સર માટે પ્રોસેસ ફ્લો સ્ક્રુ લોડર→ મિક્સર યુનિટ→ એક્સટ્રુડર માટે સ્ક્રુ લોડર→ કોનિકલ ટ્વીન સ્ક્રુ એક્સટ્રુડર→ મોલ્ડ → કેલિબ્રેશન ટેબલ→ હૉલ ઑફ મશીન→ કટર મશીન→ ટ્રિપિંગ ટેબ...
-
વેચાણ માટે અન્ય પાઇપ એક્સટ્રુઝન લાઇન્સ
સ્ટીલ વાયર સ્કેલેટન રિઇનફોર્સ્ડ પ્લાસ્ટિક કમ્પોઝિટ પાઇપ મશીન ટેકનિકલ તારીખ મોડેલ પાઇપ રેન્જ (મીમી) લાઇન સ્પીડ (મી/મિનિટ) કુલ ઇન્સ્ટોલેશન પાવર (kw LSSW160 中50- φ160 0.5-1.5 200 LSSW250 φ75- φ250 0.6-2 250 LSSW400 φ110- φ400 0.4-1.6 500 LSSW630 φ250- φ630 0.4-1.2 600 LSSW800 φ315- φ800 0.2-0.7 850 પાઇપ સાઈઝ HDPE સોલિડ પાઇપ સ્ટીલ વાયર સ્કેલેટન રિઇનફોર્સ્ડ પ્લાસ્ટિક કમ્પોઝિટ પાઇપ જાડાઈ (મીમી) વજન (કિલો/મી) જાડાઈ (મીમી) વજન (કિલો/મી) φ200 11.9 7.05 7.5 ૪.૭૪ ...
-
ઉચ્ચ કાર્યક્ષમ પીપીઆર પાઇપ એક્સટ્રુઝન લાઇન
વર્ણન PPR પાઇપ મશીન મુખ્યત્વે PPR ગરમ અને ઠંડા પાણીના પાઈપો બનાવવા માટે વપરાય છે. PPR પાઇપ એક્સટ્રુઝન લાઇન એક્સ્ટ્રુડર, મોલ્ડ, વેક્યુમ કેલિબ્રેશન ટાંકી, સ્પ્રે કૂલિંગ ટાંકી, હોલ ઓફ મશીન, કટીંગ મશીન, સ્ટેકર વગેરેથી બનેલી છે. PPR પાઇપ એક્સટ્રુડર મશીન અને હોલ ઓફ મશીન ફ્રીક્વન્સી સ્પીડ રેગ્યુલેશન અપનાવે છે, PPR પાઇપ કટર મશીન ચિપલેસ કટીંગ પદ્ધતિ અને PLC નિયંત્રણ, ફિક્સ્ડ-લેન્થ કટીંગ અપનાવે છે, અને કટીંગ સપાટી સરળ હોય છે. FR-PPR ગ્લાસ ફાઇબર PPR પાઇપ ત્રણ... થી બનેલી છે.
-

ઉચ્ચ આઉટપુટ પીવીસી પાઇપ એક્સટ્રુઝન લાઇન
એપ્લિકેશન પીવીસી પાઇપ મેકિંગ મશીનનો ઉપયોગ કૃષિ પાણી પુરવઠા અને ડ્રેનેજ, મકાન પાણી પુરવઠો અને ડ્રેનેજ અને કેબલ બિછાવે વગેરે માટે તમામ પ્રકારના યુપીવીસી પાઇપ બનાવવા માટે થાય છે. પીવીસી પાઇપ મેન્યુફેક્ચરિંગ મશીન પાઇપ વ્યાસ શ્રેણી બનાવે છે: Φ16 મીમી-Φ800 મીમી. પ્રેશર પાઇપ પાણી પુરવઠો અને પરિવહન કૃષિ સિંચાઈ પાઇપ નોન-પ્રેશર પાઇપ ગટર ક્ષેત્ર મકાન પાણી ડ્રેનેજ કેબલ નળીઓ, નળી પાઇપ, જેને પીવીસી નળી પાઇપ મેકિંગ મશીન પણ કહેવાય છે મિક્સર માટે પ્રોસેસ ફ્લો સ્ક્રુ લોડર→ ...
-

હાઇ સ્પીડ હાઇ એફિશિયન્ટ પીઇ પાઇપ એક્સટ્રુઝન લાઇન
વર્ણન Hdpe પાઇપ મશીન મુખ્યત્વે કૃષિ સિંચાઈ પાઇપ, ડ્રેનેજ પાઇપ, ગેસ પાઇપ, પાણી પુરવઠા પાઇપ, કેબલ નળી પાઇપ વગેરેના ઉત્પાદન માટે વપરાય છે. PE પાઇપ એક્સટ્રુઝન લાઇનમાં પાઇપ એક્સટ્રુડર, પાઇપ ડાઈ, કેલિબ્રેશન યુનિટ, કૂલિંગ ટાંકી, હોલ-ઓફ, કટર, સ્ટેકર/કોઇલર અને તમામ પેરિફેરલ્સનો સમાવેશ થાય છે. Hdpe પાઇપ બનાવવાનું મશીન 20 થી 1600mm વ્યાસવાળા પાઇપનું ઉત્પાદન કરે છે. પાઇપમાં ગરમી પ્રતિરોધક, વૃદ્ધત્વ પ્રતિરોધક, ઉચ્ચ યાંત્રિક તાણ જેવી કેટલીક ઉત્તમ સુવિધાઓ છે...



